


联系人:唐赈伟 总经理
手机:17708671365
联系人:王炯森(营销总监)
电话:18934301365
座机:0757-81039905
传真:0757-81039713邮箱:admin@shijun5.com
咨询热线:400-603-1365
公司网站:www.jhmchina.com
地址:佛山市南海区丹灶镇上安社区中坊兴业一路2号
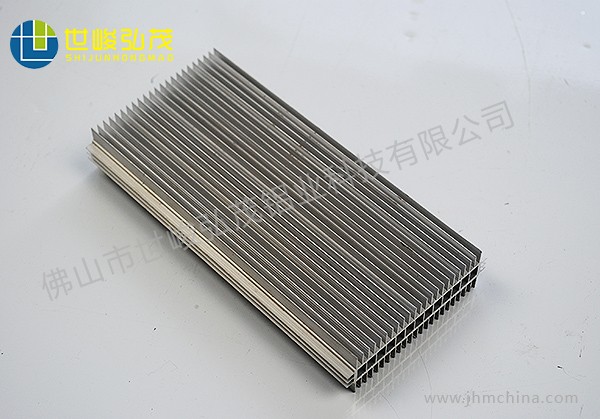
散热器铝型材挤压工艺对模具要求-世峻弘茂铝业
来源:世峻弘茂 发布时间:2021-04-13 点击量:618
由于散热器铝型材模具由许多细长的齿制成,因为它们必须承受很大的压力,所以每个齿都必须具有较高的强度和韧性,如果它们之间的性能差异很大,则那些强度低或韧性较差的齿往往容易断裂。因此,散热器铝型材模具的质量必须可靠,能直接影响散热器铝型材模具质量除了原材料外,还有模具的热处理工艺,模具的热处理非常重要,必须通过真空加热和高压纯氮气淬火对其进行淬火,以确保淬火后模具各部分的性能均匀,淬火后需要进行三次回火以确保模具的硬度在HRC48-52的前提下,让散热器铝型材模具具有足够的韧性,这就是防止模具断齿的重要条件。
成功挤压散热器铝型材轮廓的关键是模具设计必须合理,制造必须准确。通常,尽量避免将铸锭直接挤压到模具工作带上,对于扁宽的梳状散热器铝型材,需要设计一个中间较小 两侧较大侧的导流模,以使金属流到两侧,以减小模具工作带上的挤压力,并使压力分布均匀。由于散热器型材断面廓截面的壁厚差异较大,因此在设计模具加工带时应保持差异,也就是说在壁厚较大的情况下应加大工作带,可以大到20mm~30mm,并且模具齿尖的部分要突破常规,同时减小工作带,总之要保证金属在各处流动的均匀性。 对于扁宽形散热器,为了确保模具具有一定的刚度,应适当增加模具的厚度,厚度增加量约30%至60%,散热器铝型材模具的生产也应该非常精细,空刀应该保证上下,左右和中间对称,齿间的加工误差应小于0.05mm,因为较大的加工误差容易产生偏齿、散热器铝型材的厚度不均匀,甚至可能发生断齿等现象。
对于比较成熟的截面设计,用镶嵌合金钢模具也是一种较好的方法,因为合金钢模具具有良好的刚性和耐磨性,并且不易变形,有利于散热器铝型材的形成。








