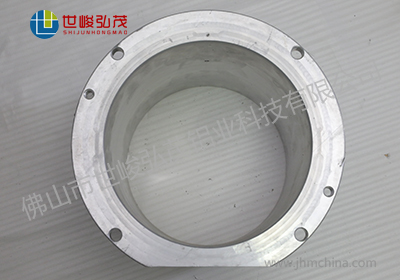
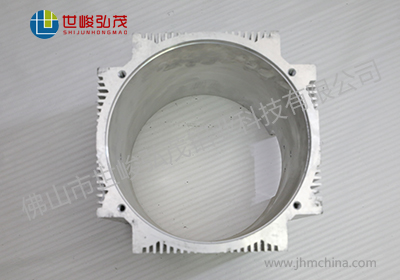
广州电机外壳铝型材报价
来源: 发布时间:2020-03-16 点击量:1728
3.量具的存放地点应保持清洁、干燥,无震动、无腐蚀性气体,且要远离温度变化范围大的地方或有磁场的地方。量具盒内存放的量具要清洁干燥,不准存放其他杂物。电机外壳铝型材
挤压三温要严格按生产工艺要求控制。采用合适的挤压速度。2:操作精神集中,调速平稳,压力不能或高或低,换档时手动操作配合。3:型材停机印前端和后端是死区或V3体积(铝棒表层)铝,杂质多,质量差,粘性不足,故型材头尾端挤压速度要放慢。4:铝棒表面要细腻干净无油污,内部组织要达标。压余正常留(棒长的5%)
高反射性和耐氧化性。1)快进与工进在铝型材加工程序中G00和G01都可以定义刀具的直线运动,但它们的作用大有不同,初学者容易混淆。电机外壳铝型材
或多档调速之间速差明显,换档时速度转换突快。3:型材挤出时头端上压(冲压)过快,尾端跑速或未减速,死区V3铝大量的渗入。4:棒的质量较差,棒内过烧,大晶粒,疏松。压余(V3铝)过薄。5:模具流速比严重失调设计制造不合理。铝型材外壳断纹消除办法:1:挤压系数过大的型材改在小机台生产,以寻求合适的挤压比

一、铝的基本性质银白色,在潮湿的空气中能形成一层防止金属腐蚀的氧化膜,相对密度2.7g/cm3,熔点660℃,沸点2327℃,比强度较高,电机外壳铝型材
装饰外表需求高的铝型材必定要多上下前后翻转,以利散热均匀,减少因散热不均结晶度不一然后发生的横向亮斑缺点,特别是大宽面,壁偏厚铝型材更要留意。6、在取料和移动及拉伸过程中不得彼此碰擦、拉扯、堆叠、拥堵、缠绕在一起,应彼此间预留必定的间隔。对易曲折、出料长短的铝合金型材要及时处置,