


联系人:唐赈伟 总经理
手机:17708671365
联系人:王炯森(营销总监)
电话:18934301365
座机:0757-81039905
传真:0757-81039713邮箱:admin@shijun5.com
咨询热线:400-603-1365
公司网站:www.jhmchina.com
地址:佛山市南海区丹灶镇上安社区中坊兴业一路2号
工业铝型材模具设计-世峻弘茂铝业
来源:世峻弘茂 发布时间:2021-04-20 点击量:624
合理的工模具结构在一定程度上可控制产品的力学性能和内部组织,特别是在控制空心铝型材的焊缝组织和型材力学性能方面尤为重要。模具外圆和厚度,分流孔的大小、数量、形状、分布位置,焊合腔的形状和尺寸,模芯的结构等技术参数是我们在设计模具时所要考虑的重要部分。今天世俊弘茂铝业分享在做工业铝型材定制时模具设计方面的要求。
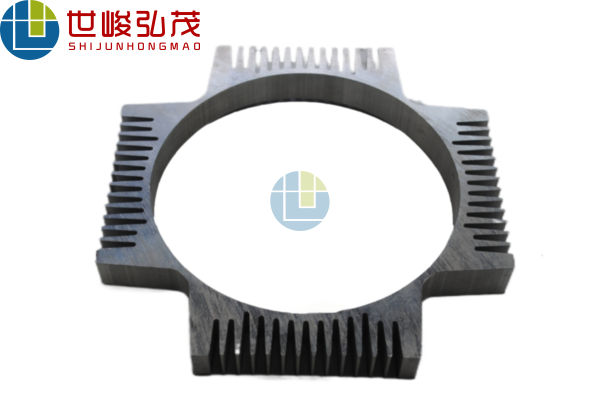
模具材料选择
模具材料选用电渣钢,该模具钢材料具有良好的红硬性,耐磨性、韧性以及良好的氮化性能。由于模具的外径尺廓较大,要求模具坯料无内部组织缺陷,无中心裂纹,模具毛坯件要求采取横向锻造,并且在粗加工前需进行超声波探伤检测。
模具规格
根据型材的外接圆尺寸、分流孔布置及模具的强度要求,经计算确定:模具直径=φ780mm;
模具总厚度H=425mm,上模厚度为190mm,下模厚度为115mm,模具垫厚度为120mm。
模具分流孔的布置和分流比K比模具分流孔的布置、大小、形状直接关系到金属供流的均衡性和制品的成形。由于该型材形状具有较好的对称性,因此,将分流孔布置成仁下排列的十孔结构;
中间的分流孔因靠近挤压筒中心,两端的分流孔远离挤压中心并且受到挤压筒壁摩擦力的影响,因此,需调整各个分流孔进料面积的大小,通过计算并结合生产实际经验,我们将中间和两侧的分流孔进料面积设计成1 : 1.3 。由于该型材的加强筋较长,供料困难,必须在模具中间部位再另开进料孔,中间进料孔设计成阶梯形,使金属直接流人斜筋。根据该型材铝合金的可挤压性指数,模具需要选择适当的分流比K 比,分流比的大小直接影响到挤压力的大小,并且对制品的成形和焊合质量也有直接的影响,在保证模具强度的前提下,按照经验公式以及生产实践,我们将分流K比比确定为13.2 。
为了提高上模芯的刚度,模具中间的进料孔设计成斜稍式。上模模芯增设引流槽。中间的阶梯分流孔由CNC 数控加工中心加工成型;横向的导流孔和引流槽采用线切割机床和电火花机床联合加工成型,上模模芯在电火花机床上用铜电极整体套打。








